
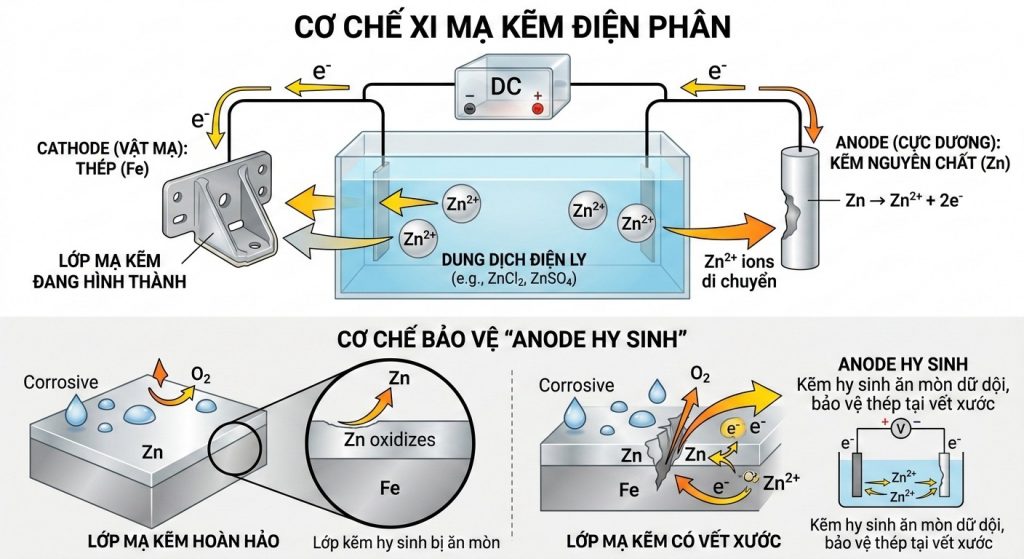
Trong lĩnh vực xử lý và bảo vệ bề mặt kim loại nền sắt ($Fe$), mạ kẽm điện phân (Electrolytic Zinc Plating) là công nghệ chiếm tỷ trọng cao nhất do tính kinh tế và hiệu quả bảo vệ ưu việt.Về mặt hóa học, nếu mạ Niken hay Crom hoạt động theo cơ chế Bảo vệ rào cản (Barrier Protection) – yêu cầu lớp mạ tuyệt đối không có lỗ xốp, thì mạ kẽm hoạt động theo cơ chế Bảo vệ Cathode (Sacrificial Anode Mechanism). Do điện thế điện cực chuẩn của Kẽm ($E^0_{Zn^{2+}/Zn} = -0.76 V$) thấp hơn đáng kể so với Sắt ($E^0_{Fe^{2+}/Fe} = -0.44 V$), trong môi trường ăn mòn, kẽm sẽ đóng vai trò là Anode và bị ăn mòn trước, bảo vệ lớp sắt thép bên trong ngay cả khi lớp mạ bị trầy xước.

1. Phân loại và Sản phẩm ứng dụng thực tế :
Dựa trên hóa chất thụ động (thành phần conversion coating) và yêu cầu kỹ thuật của sản phẩm, chúng ta phân loại như sau:
| Loại lớp mạ | Đặc điểm hóa lý | Các sản phẩm ứng dụng cụ thể |
| Mạ kẽm Trắng xanh | Thường sử dụng thụ động Crom ($Cr^{3+}$), bề mặt sáng bóng, ánh xanh nhẹ, thẩm mỹ cao. | Các chi tiết máy trong nhà, phụ tùng xe máy, ốc vít thẩm mỹ, đồ gia dụng. |
| Mạ kẽm Vàng bảy màu | Sử dụng thụ động Crom ($Cr^{6+}$) – mặc dù đang bị hạn chế vì môi trường nhưng vẫn phổ biến, lớp màng dày, khả năng chịu muối ($ASTM B117$) rất cao. | Bu lông, đai ốc, vít bắn tôn ngoài trời, các chi tiết gầm ô tô, lưới thép xây dựng ($B40$). |
| Mạ kẽm Đen | Sử dụng hóa chất thụ động đặc biệt để tạo màu đen bóng hoặc nhám, độ bền ăn mòn trung bình. | Vỏ thiết bị điện tử, đồ trang trí gia công kim loại, các chi tiết cần giảm phản xạ ánh sáng |
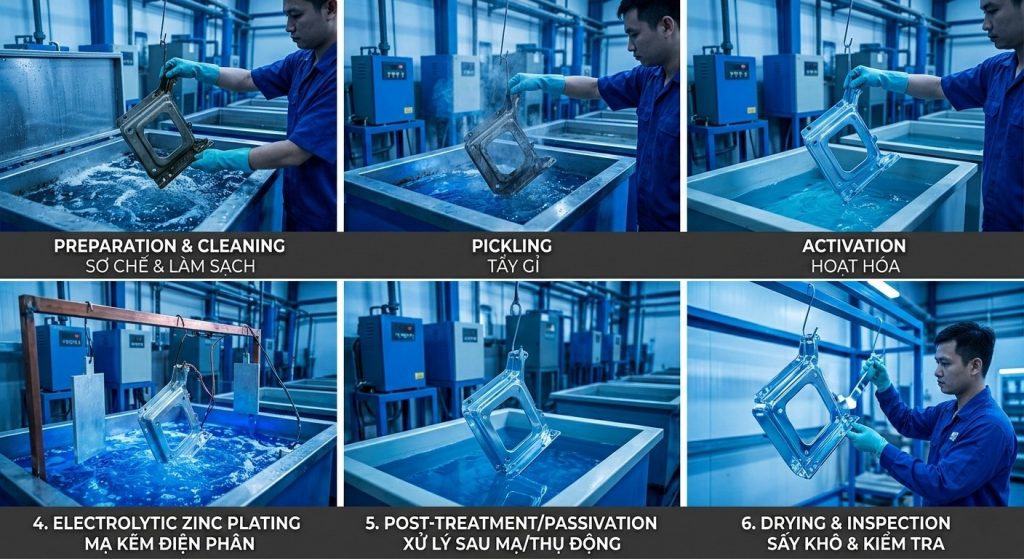
2. Quy trình công nghệ mạ kẽm điện phân công nghiệp :
Sản phẩm đạt chất lượng không chỉ nằm ở bể mạ chính, mà nằm ở 70% khâu Tiền xử lý. Quy trình phải được kiểm soát thông số chặt chẽ:
- Khâu 1: Tiền xử lý (Pre-treatment)
Đây là khâu quyết định độ bám dính.
– Bước 1, tẩy dầu mỡ hóa học/điện giải (Degreasing): Sử dụng dung dịch kiềm nóng ($T = 60-80^\circ C$) kết hợp với dòng điện để loại bỏ dầu gia công, mỡ bảo quản.
Kiểm soát: Nồng độ kiềm ($NaOH$, $Na_2CO_3$), mật độ dòng điện (nếu tẩy điện).
– Bước 2, rửa đa cấp (Rinsing): Sử dụng hệ thống rửa ngược dòng (counter-current rinsing) để tiết kiệm nước và đảm bảo sạch kiềm.
– Bước 3, tẩy rỉ sét/Hoạt hóa bề mặt (Pickling/Activation): Sử dụng Axit Clohydric ($HCl$ $10-20\%$) kết hợp chất ức chế ăn mòn nền sắt. Quá trình này loại bỏ oxit và hoạt hóa bề mặt sắt tạo điều kiện bám dính tốt nhất.
Lưu ý: Không để sản phẩm “nằm” quá lâu trong axit vì sẽ gây ra hiện tượng giòn Hydro.
- Khâu 2: Tiền xử lý (Pre-treatment)
Vật mạ được nối với cực âm (Cathode), tấm Kẽm nguyên chất ($99.9\%$) làm cực dương (Anode).
$$Anode: Zn_{(s)} \rightarrow Zn^{2+}_{(aq)} + 2e^{-}$$
$$Cathode: Zn^{2+}_{(aq)} + 2e^{-} \rightarrow Zn_{(s)}$$
Các hệ bể mạ chính và đặc điểm kỹ thuật:
| Hệ bể mạ | Ưu điểm | Hạn chế | Thích hợp cho |
| Hệ Acid (Chloride) | Hiệu suất dòng điện cao ($>90\%$), tốc độ mạ nhanh, lớp mạ cực bóng, dễ vận hành. | Độ che phủ (throwing power) kém đối với các chi tiết có hình dạng phức tạp, lỗ sâu. | Các chi tiết đơn giản, bu lông, đai ốc với số lượng lớn (mạ thùng quay). |
| Hệ Kiềm (Alkaline) | Độ che phủ dòng điện tuyệt vời, lớp mạ đồng đều độ dày ở mọi vị trí, lớp mạ dẻo. | Tốc độ mạ chậm hơn, quy trình phức tạp, yêu cầu quản lý additives (chất bóng, chất thấm) chặt chẽ. | Các chi tiết phức tạp, nhiều góc khuất, phụ tùng ô tô cao cấp. |
Thông số kiểm soát: Nhiệt độ ($25-35^\circ C$), pH, nồng độ ion $Zn^{2+}$, mật độ dòng điện ($A/dm^2$), thời gian ($t$). Độ dày lớp mạ trung bình đạt $8-15\mu m$, tối đa có thể lên tới $25\mu m$.
- Khâu 3: Thụ động hóa và Hoàn thiện (Post-treatment)
– Bước 1, rửa nước & Hoạt hóa nhẹ: Sản phẩm sau mạ kẽm cần được rửa sạch hóa chất bể mạ và nhúng qua dung dịch axit nitric ($HNO_3$) loãng để hoạt hóa nhẹ bề mặt kẽm.
– Bước 2, thụ động hóa (Passivation/Conversion Coating): Nhúng vào dung dịch Crom để tạo một lớp màng oxit bền, không tan.
Lưu ý: Cần chuyển hướng sử dụng Cr(III) thay cho Cr(VI) để đáp ứng các tiêu chuẩn môi trường quốc tế ($RoHS$).
– Bước 3, sấy khô và kiểm tra: Sấy nhiệt độ thấp ($<60^\circ C$ để tránh làm hỏng lớp thụ động), sau đó KCS tiến hành kiểm tra ngoại quan, đo độ dày ($X-ray$ hoặc đo từ tính), và thử adhesion (bẻ gập).
( Mô tả quá trình xi mạ kẽm điện phân )
3. Phân tích ưu nhược điểm về kỹ thuật :
| Tiêu chí | Phân tích kỹ thuật |
| Ưu điểm | – Chi phí/hiệu quả bảo vệ tốt nhất: Rẻ hơn mạ Niken hay mạ Crom. – Bảo vệ cathode ưu việt: Hiệu quả trong môi trường công nghiệp cơ bản. – Độ chính xác kích thước cao: Lớp mạ mỏng, đồng đều, phù hợp cho bu lông ren fize mà không cần taro lại sau mạ. |
| Nhược điểm | – Độ cứng thấp: Lớp mạ kẽm mềm, dễ trầy xước. – Khả năng chịu nhiệt kém: Lớp mạ bắt đầu xỉn màu và mất khả năng bảo vệ ở nhiệt độ $>200^\circ C$. – Không phù hợp môi trường biển nặng: Trong môi trường mặn, kẽm bị ăn mòn rất nhanh. |
4. Kinh nghiệm thực tế khi vận hành bể mạ kẽm điện phân:
Những vấn đề mà khi vận hành bể mạ thường xuyên gặp phải và phải xử lý tại chỗ, do đội ngũ kỹ sư Lumichem tổng hợp:
- Sự cố “Giòn Hydro” (Hydrogen Embrittlement): Rất nguy hiểm với bu lông cường độ cao (8.8 trở lên). Khi mạ và tẩy axit, $H^+$ thâm nhập vào mạng tinh thể thép, gây giòn và gãy đột ngột. Giải pháp: Bắt buộc sấy tẩy giòn (de-embrittlement) ở $200^{\circ}C$ trong 4-8 tiếng ngay sau khi mạ và trước khi thụ động.
- Lỗi “Vùng dòng thấp” (Low Current Density area): Các lỗ, góc khuất của sản phẩm không có lớp mạ (mạ hệ acid). Giải pháp: Chuyển sang mạ hệ kiềm hoặc sử dụng anode phụ (auxiliary anode) đưa vào lỗ.
- Vấn đề ô nhiễm kim loại tạp chất trong bể mạ Acid: Chì ($Pb$) và Đồng ($Cu$) nhiễm vào bể mạ acid làm lớp mạ bị xỉn, không bóng, hoặc thụ động bị vàng. Giải pháp: Sử dụng hóa chất xử lý tạp chất chuyên dụng hoặc “mạ giả” (dummy plating) để kéo tạp chất ra.
- Kiểm soát chất thấm (Brightener control): Thừa chất bóng làm lớp mạ bị giòn, dễ rộp; thiếu chất bóng làm lớp mạ bị mờ nhám. Kinh nghiệm: Phải test Hull cell định kỳ mỗi ca để đánh giá chất lượng bể mạ trước khi mạ hàng loạt.
Hy vọng cẩm nang kỹ thuật này giúp bạn hiểu sâu hơn về công nghệ mạ kẽm điện phân.
5. Lời kết :
Hiểu rõ quy trình xi mạ kẽm điện phân từ bản chất điện hóa đến các lỗi thường gặp trong thực tế là chìa khóa để nâng cao chất lượng sản phẩm và tối ưu hóa chi phí sản xuất.
Tuy nhiên, lý thuyết và thực tiễn vận hành luôn có khoảng cách. Việc duy trì ổn định hệ dung dịch bể mạ, kiểm soát thông số additives, hay xử lý triệt để các bài toán khó như giòn Hydro, lỗi vùng dòng thấp yêu cầu chuyên môn sâu và nguồn hóa chất xi mạ chất lượng cao.
Đừng để những sự cố kỹ thuật làm gián đoạn dây chuyền sản xuất của bạn. Nếu bạn đang gặp bất kỳ khó khăn nào trong quá trình vận hành bể mạ, cần tư vấn về chuyển đổi hệ mạ (acid sang kiềm), hay muốn tìm kiếm giải pháp thụ động hóa Cromate (Cr3+) thân thiện với môi trường, Lumichem luôn sẵn sàng đồng hành cùng bạn.
Hãy liên hệ ngay với Lumichem để nhận được sự tư vấn kỹ thuật trực tiếp từ đội ngũ Kỹ sư Hóa chất giàu kinh nghiệm. Chúng tôi cam kết mang đến những giải pháp hóa chất toàn diện, giúp bạn giải quyết dứt điểm các vấn đề trong xi mạ và nâng tầm chất lượng bề mặt sản phẩm.
- Hotline: 0786.77.9696
- Email: sales@lumichem.vn
- Website: https://lumichem.vn/
- Địa chỉ văn phòng : 18E Cộng Hoà, Phường Bảy Hiền, Thành phố Hồ Chí Minh
Lumichem – Đối Tác Đáng Tin Cậy Cho Công Nghệ Xi Mạ Hoàn Hảo!